Entender a folga correta não é detalhe — é a diferença entre um mancal com vida útil plena e uma falha prematura custosa.
O que é folga de rolamento?
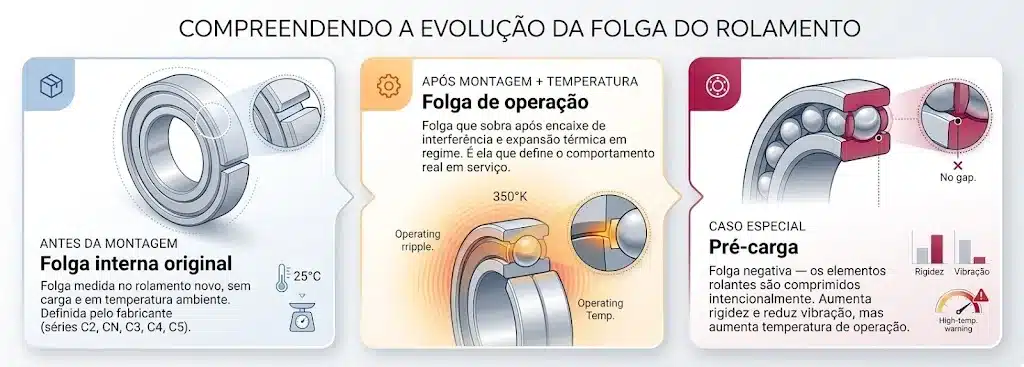
Folga de rolamento é a quantidade de movimento livre interno que existe dentro do rolamento — ou seja, o quanto os elementos rolantes (esferas, rolos) conseguem se mover entre os anéis interno e externo sem carga aplicada. Ela existe em duas direções: radial e axial.
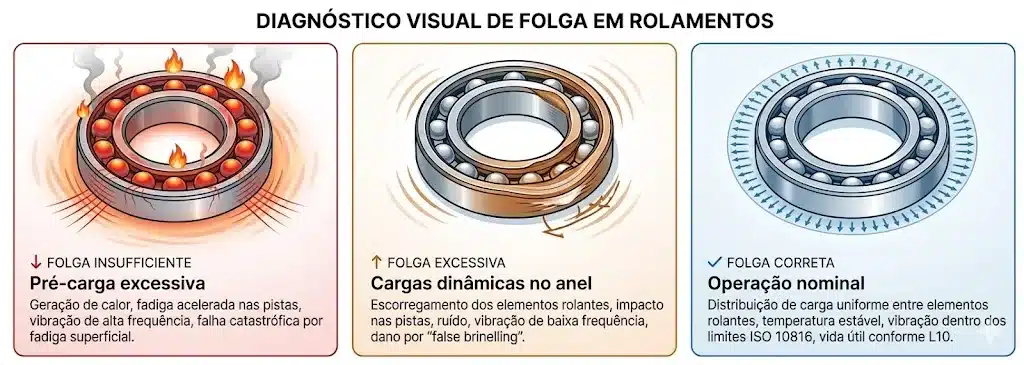
Esse jogo não é um defeito, é um projeto intencional. Sem folga alguma, o rolamento teria pré-carga excessiva, geraria calor e falharia rapidamente. Com folga demais, os elementos rolantes escorregam, vibram e causam danos às pistas.
A folga correta numa montagem final é sempre menor do que a folga interna original do rolamento — porque o encaixe de interferência no eixo e no alojamento reduz esse jogo mecanicamente.
Folga interna × folga de operação
Esse é o ponto que mais confunde na prática. Existem dois conceitos distintos que precisam ser entendidos separadamente:
Grupos de folga — série C
A ISO e os fabricantes como SKF, FAG e NSK padronizaram as folgas internas em grupos. A referência de catálogo mais usada para rolamentos de esferas e rolos é:
| Grupo | Folga relativa | Aplicação típica | Quando usar |
|---|---|---|---|
| C2 | Menor que CN | Eixos-árvore de precisão, máquinas-ferramenta | Altas rotações, baixa vibração tolerada, encaixe com pouca interferência |
| CN (normal) | Padrão de mercado | Uso geral industrial | Quando não há especificação — é a escolha default |
| C3 | Maior que CN | Motores elétricos, bombas, secadores, ventiladores | Gradiente térmico elevado, encaixe com interferência significativa, vibração presente |
| C4 / C5 | Muito maior que CN | Fornos rotativos, equipamentos de alta temperatura | Temperatura muito elevada, eixo e alojamento com expansão diferencial grande |
Em motores elétricos e equipamentos com carga vibratória (como secadores de grãos), C3 é quase sempre a escolha correta. O erro mais comum em campo é substituir por CN (que parece “normal”) e ter falha prematura por sobrecarga no anel interno.
Como o encaixe afeta a folga
O encaixe de interferência entre anel interno e eixo força a expansão do anel, reduzindo a folga. O mesmo acontece quando o anel externo tem interferência com o alojamento — comprime o anel e reduz a folga. Isso deve ser calculado antes da montagem.
Folga de operação estimada
Gr = Gi − ΔRing − ΔTérmica
Gr = folga resultante em operação
Gi = folga interna original do rolamento
ΔRing = redução por interferência de encaixe
ΔTérmica = redução por expansão diferencial (eixo vs. alojamento)
Para rolamentos de esferas de sulco profundo (6xxx), a redução de folga por interferência no anel interno é aproximadamente igual a 70–80% do valor de interferência diametral. Ou seja: 0,020 mm de interferência → aproximadamente 0,014–0,016 mm de redução na folga interna.
Montagem na prática: passo a passo
- Verificar a folga antes de montarCom o rolamento solto, meça a folga radial por apalpamento ou comparador. Confirme que está no grupo especificado pelo projeto.
- Calcular a redução por encaixeConfirme o encaixe projetado (tolerância do eixo e do alojamento) e estime a redução de folga. Se não houver projeto, consulte as tabelas SKF/FAG para o diâmetro do furo.
- Montar sem danosNunca transmita força de montagem pelos elementos rolantes. Force sempre pelo anel que tem interferência — anel interno pelo eixo, anel externo pelo alojamento. Use mandril ou aquecimento controlado (80–100°C).
- Verificar folga axial após montagem (mancais fixo-livre)No lado livre, confirme que o rolamento tem liberdade de deslocamento axial. No lado fixo, confirme que o travamento é adequado. Medir com comparador no eixo.
- Pré-run e monitoramento térmico inicialNas primeiras horas de operação, monitore temperatura. Rolamento operando com folga correta estabiliza abaixo de 70°C (ambiente ~25°C). Acima disso, investigar folga insuficiente ou lubrificação.
Efeitos de folga incorreta
Pontos críticos em equipamentos industriais
Nos secadores de grãos e equipamentos de movimentação agroindustrial, os pontos que mais geram dúvida em campo são:
Eixos de ventiladores e rotores
Combinação de carga radial + temperatura + vibração. Quase sempre C3. Se o mancal tem pillow block (UCF, UCP, UCP…), verificar qual rolamento interno está especificado — muitos vêm C3 de fábrica, mas substitutos genéricos vêm CN.
Mancais bipartidos (split housing)
Aqui a montagem errada é mais fácil de acontecer: folga axial incorreta por aperto excessivo das tampas ou por shims mal dimensionados. Sempre medir o clearance com relógio comparador antes de fechar o mancal.
Rolamentos de rolos cônicos (tapered)
Categoria à parte — a folga é ajustada mecanicamente durante a montagem. A folga axial final é definida pelo aperto da porca ou pelo shim de ajuste, e varia conforme o projeto. Consultar sempre o valor de projeto — tipicamente entre 0,05 e 0,25 mm para mancais de redutores industriais.
Pontos principais para levar daqui
- Folga interna do catálogo ≠ folga de operação. Sempre calcular a redução por encaixe.
- Para a maioria dos equipamentos industriais com carga térmica ou vibratória, C3 é mais seguro que CN.
- Nunca transmitir força de montagem pelos elementos rolantes — causa dano de brinell imediato.
- Rolamentos de rolos cônicos têm procedimento de ajuste próprio — folga axial definida na montagem.
- Monitorar temperatura nas primeiras horas revela folga incorreta antes de falha catastrófica.
- Substituição de rolamento deve especificar o grupo de folga — não apenas o código dimensional.