Sabe aquele símbolo parecido com uma raiz quadrada que aparece no canto do desenho, com um número na frente? É a indicação de rugosidade — e entender como ela funciona evita retrabalho, reclamação de cliente e peça no refugo.
O que é rugosidade superficial?
Nenhuma superfície usinada é perfeitamente lisa. Por mais polida que pareça, sob uma escala micrométrica ela apresenta picos e vales — os chamados desvios de forma. A rugosidade superficial é a medida quantitativa desses desvios.
É importante não confundir rugosidade com ondulação (waviness) ou com erros macrogeométricos de forma. A distinção está no comprimento de onda dos desvios:
| Tipo de desvio | Escala | Causa típica |
|---|---|---|
| Rugosidade | Micrométrica (µm) | Avanço de ferramenta, grão do rebolo, vibração de alta frequência |
| Ondulação | Milimétrica | Deflexão do eixo, desequilíbrio de ferramenta |
| Erro de forma | Global da peça | Desalinhamento de máquina, desgaste de guias |
Tabela 1 — Classificação dos desvios de superfície
A rugosidade influencia diretamente: atrito e desgaste entre superfícies deslizantes, vedação de juntas, resistência à fadiga, qualidade de acabamento visual, adesão de tintas e revestimentos, e facilidade de limpeza (relevante em indústrias alimentícia e farmacêutica).
Rugosidade mais baixa (superfície mais lisa) não é sempre melhor. Para retentores de óleo, por exemplo, alguma rugosidade é necessária para reter o filme lubrificante. Especificar rugosidade sem critério técnico gera custo desnecessário de fabricação.
Ra vs. Rz — qual a diferença?
Existem dezenas de parâmetros de rugosidade definidos em norma. Na prática industrial brasileira, dois dominam: Ra e Rz. Entender a diferença entre eles é fundamental para especificar corretamente. linha média Rz Ra = área / L pico máx. vale mín. comprimento de amostragem (lr) Z (µm)
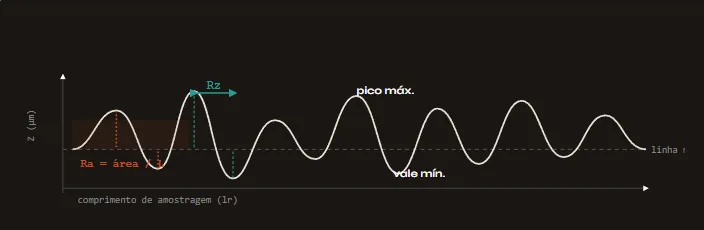
Figura 1 — Perfil de rugosidade: Ra como média dos desvios absolutos; Rz como amplitude pico-vale
Ra (Roughness Average)
Média aritmética dos valores absolutos dos desvios do perfil em relação à linha média, ao longo do comprimento de amostragem. É o parâmetro mais usado no mundo pela sua estabilidade estatística — outliers (picos isolados) têm pouco impacto no valor final.
Norma ISO 4287 Mais usado Estável
Rz Roughness Height (10 pontos)
Média da soma dos cinco picos mais altos com os cinco vales mais profundos dentro do comprimento de amostragem. É mais sensível a defeitos pontuais e picos isolados — o que o torna mais adequado para aplicações de vedação e contato crítico.
Norma ISO 4287 Sensível a picos Vedação/atrito
Regra prática
Para superfícies convencionais, existe uma correlação aproximada entre Ra e Rz: Rz ≈ 4 × Ra a Rz ≈ 7 × Ra. Essa relação não é exata — depende do processo de fabricação — mas serve como estimativa rápida na bancada.
Atenção — mudança de norma
Antes da ISO 4287:1997, o parâmetro Rz tinha uma definição diferente (baseada em 5 comprimentos de amostragem sucessivos, chamado Rz DIN). Muitos equipamentos e documentos antigos ainda usam esse critério. Ao consultar um rugosímetro mais velho ou um desenho de anos atrás, confirme qual definição está sendo aplicada para evitar confusão.
Outros parâmetros: Rq, Rt, Rp
Além de Ra e Rz, existem outros parâmetros que aparecem em normas e especificações técnicas. Veja a tabela completa de rugosidade. Você não precisa memorizar todos, mas é bom saber que existem:
| Parâmetro | Nome | O que mede | Uso típico |
|---|---|---|---|
| Ra | Rugosidade média | Média aritmética dos desvios absolutos | Uso geral, usinagem, comparação |
| Rz | Rugosidade média de 10 pontos | Média dos 5 picos + 5 vales extremos | Vedação, deslizamento, lubrificação |
| Rq | Rugosidade quadrática média (RMS) | Raiz da média dos desvios ao quadrado | Óptica, eletrônica de precisão |
| Rt | Rugosidade total | Distância máxima pico–vale em todo o comprimento | Superfícies críticas de contato |
| Rp | Rugosidade de pico | Altura máxima dos picos acima da linha média | Revestimentos, adesão |
Tabela 2 — Principais parâmetros de rugosidade (ISO 4287)
Valores típicos por processo de fabricação
Cada processo de fabricação tem uma faixa de rugosidade que é possível obter de forma consistente. Especificar Ra = 0,4 µm para uma peça que vai ser cortada a laser — sem nenhum acabamento posterior — é simplesmente inviável. A tabela abaixo serve como referência de projeto:
| Processo | Ra mín. (µm) | Ra máx. (µm) | Aplicação típica |
|---|---|---|---|
| Retificação fina | 0,025 | 0,4 | Rolamentos, pinhões, eixos de precisão |
| Torneamento fino | 0,4 | 1,6 | Eixos, furos, superfícies de vedação |
| Fresamento fino | 0,8 | 3,2 | Faces planas, sedes de mancais |
| Torneamento médio | 1,6 | 6,3 | Superfícies não-funcionais de eixos |
| Fresamento grosseiro | 3,2 | 12,5 | Faces de encosto, flanges em geral |
| Oxicorte / plasma | 6,3 | 25 | Chapas cortadas sem acabamento |
| Fundição | 6,3 | 50 | Superfícies brutas de peças fundidas |
| Laminação a quente | 3,2 | 25 | Chapas e perfis laminados |
Tabela 3 — Faixa de rugosidade Ra por processo (valores aproximados, ISO 1302)
Dica de projeto
Quanto menor o Ra exigido, maior o custo de fabricação. A rugosidade mais fina típica de usinagem convencional fica em torno de Ra 0,8 µm. Abaixo disso, geralmente é preciso adicionar uma operação de retificação, lapidação ou superacabamento — o que eleva significativamente o custo por peça.
Como especificar no desenho técnico
A indicação de rugosidade no desenho segue a norma ABNT NBR ISO 1302. O símbolo básico é semelhante a um “check” com uma haste vertical — e cada posição ao redor dele tem um significado definido.
O símbolo básico e suas variações
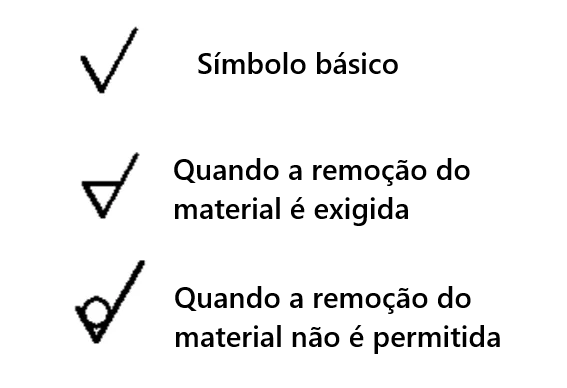
Figura 2 — Variações do símbolo de rugosidade conforme ABNT NBR ISO 1302
As cinco posições de anotação
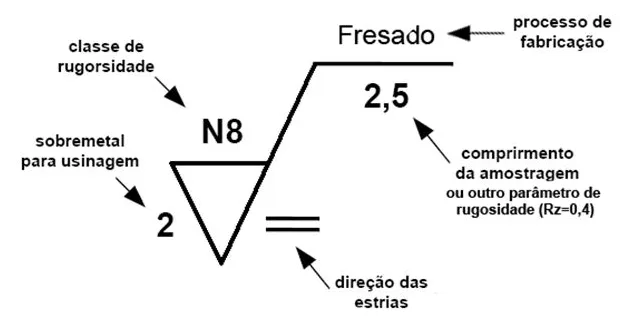
Figura 3 — Posições de anotação em torno do símbolo (ABNT NBR ISO 1302)
Onde posicionar o símbolo no desenho
O símbolo de rugosidade deve ser colocado sobre a linha que representa a superfície, tocando-a ou apontando para ela por uma linha de chamada. A haste do símbolo fica sempre do lado externo da superfície — nunca dentro do material.
Quando a mesma rugosidade se aplica à maioria das superfícies da peça, é possível colocá-la no canto superior direito do desenho (próximo ao carimbo), seguida de um parênteses indicando o valor de exceção. Isso simplifica bastante o desenho.
Boas práticas
Indique rugosidade apenas nas superfícies que realmente importam funcionalmente. Não é necessário — nem desejável — anotar rugosidade em cada aresta. Use a indicação global no canto do desenho para superfícies que não têm requisito especial, e use símbolos individuais apenas onde há exigência funcional específica.
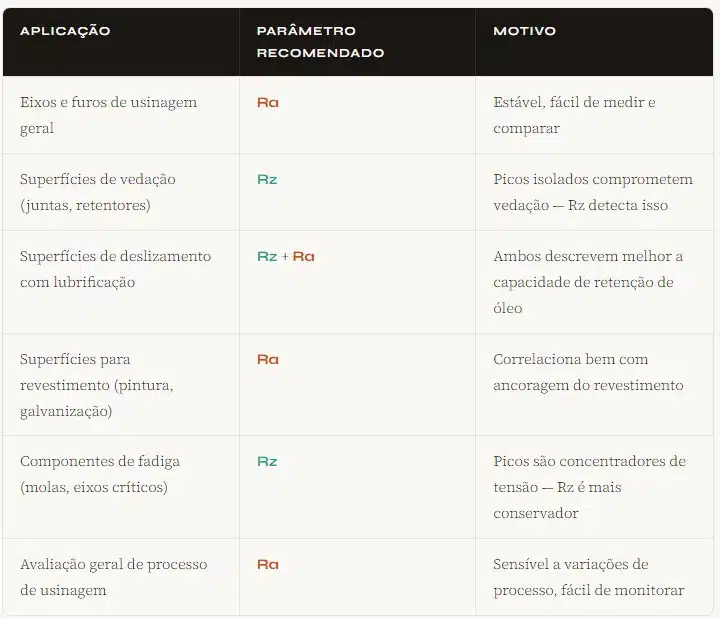
Quando usar Ra e quando usar Rz?
Na dúvida, use Ra — é o parâmetro padrão na maioria das aplicações industriais e praticamente todo rugosímetro o mede. Mas há situações onde Rz é mais adequado:
Normas aplicáveis
As principais normas que regulamentam rugosidade superficial no contexto brasileiro são:
| Norma | Título | O que cobre |
|---|---|---|
| ABNT NBR ISO 1302 | Indicação do estado de superfície em documentação técnica | Como indicar rugosidade no desenho técnico — símbolos, posições, valores |
| ISO 4287 | Geometrical Product Specifications — Surface texture | Definição dos parâmetros Ra, Rz, Rq, Rt e outros |
| ISO 4288 | Rules and procedures for the assessment of surface texture | Como medir: comprimento de amostragem, filtros, condições de ensaio |
| ISO 3274 | Nominal characteristics of contact (stylus) instruments | Especificações dos rugosímetros de contato (estilete) |
| ISO 25178 | Surface texture: Areal | Parâmetros 3D de rugosidade (Sa, Sz) — mais moderno, ainda pouco usado no Brasil |
Tabela 4 — Normas de rugosidade superficial
Resumo final
Ra é a média dos desvios absolutos — o parâmetro mais universal, estável e amplamente suportado por equipamentos. Use Ra para a maioria das aplicações.
Rz mede a amplitude entre os picos e vales extremos — mais sensível a defeitos pontuais. Prefira Rz onde picos isolados são críticos: vedações, fadiga e superfícies de deslizamento.
Especifique rugosidade somente onde há requisito funcional. Rugosidade desnecessariamente fina = custo de fabricação desnecessário. Use a indicação global no canto do desenho para reduzir anotações e deixar o desenho mais limpo.
Siga a ABNT NBR ISO 1302 para a representação simbólica e a ISO 4287 para as definições dos parâmetros.